Технологическое обеспечение судоремонтного производства (Иванов А.П. и Загацкий В.Р.) (УДК 629.12.004.67)
Технологическое обеспечение судоремонтного производства должно решаться во многом по-новому, с учетом складывающейся в рыбной отрасли ситуации. В числе основных признаков этой ситуации следует выделить, с одной стороны, старение рыбопромыслового флота и соответственно значительные объемы и трудоемкость его ремонта, а с другой - сложность организации и проведения ремонтных работ, вызванную переводом промышленности на новые условия хозяйствования. Необходимо учитывать и всевозрастающее желание судовладельца снизить стоимость ремонта судна, продлить межремонтный период его эксплуатации, в том числе и за счет повышения качества ремонта, а также тяжелое положение судоремонтных предприятий, вынужденных отдавать много средств на решение социальных задач, проблем текучести кадров. Тем не менее, на наш взгляд, именно сейчас необходимо в возможно короткие сроки, выбрав важнейшие направления, поднимать на совершенно новый, высокий уровень технологическое обеспечение судоремонтного производства. При этом очевидно, что в нынешних условиях должна быть полностью исключена возможность ошибки в принятии решения о целесообразности разработки и внедрения новых технологий и средств технологического оснащения (СТО). В первую очередь это относится к мероприятиям, требующим значительных денежных средств. Печальный опыт принятия необоснованных волевых решений, например, при внедрении в отрасли средств робототехники подтверждает сказанное.
Многочисленные методики, регламентирующие порядок обследования предприятий с целью определения возможности и необходимости внедрения дорогостоящих СТО, например, робототехники, не позволяют оценить целесообразность их внедрения в судоремонте.
На кафедре технологии судостроения и судоремонта Калининградского технического института рыбной промышленности и хозяйства разработаны методические указания, цель которых - реализация в судоремонте единого подхода к обоснованию целесообразности использования робототехники на основании обследования судоремонтных предприятии и проведения технико- и социально-экономических обследований, а также разработка технических требований на создание необходимой робототехники. С одобрения базовых предприятий и Минрыбхоза СССР этот документ с 1989 г. проходит апробацию при обследовании судоремонтных предприятий отрасли. В ходе этой проверки установлено, что заложенные в его основу методические подходы могут быть использованы в нынешних условиях на судоремонтных предприятиях при принятии решения о разработке и (или) внедрении не только средств робототехники, но и любых других СТО, требующих значительных капиталовложений. Это объясняется особенностями построения и содержания методических указаний, структурная схема которых приведена на рисунке.
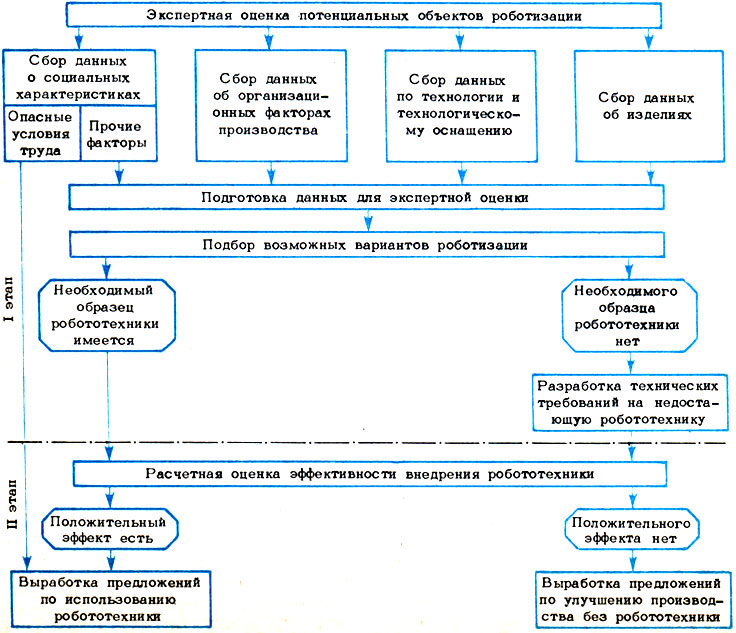
Алгоритм определения целесообразности внедрения робототехники
Как видно из схемы, и что важно, методическими указаниями предусмотрен двух-этапный подход к определению целесообразности внедрения СТО в судоремонтное производство. На первом этапе экспертным методом должна выявляться техническая возможность и предварительно оцениваться целесообразность такого внедрения. При этом устанавливаются возможные варианты роботизации технологического процесса или его элементов. На втором этапе по результатам экономического анализа принимается окончательное решение о необходимости внедрения средств робототехники и выбирается наиболее рациональный вариант. Такой поэтапный подход сводит до минимума принятие необоснованных решений и позволяет, кроме того, значительно упростить в ряде случаев задачу выбора СТО, отказавшись от дальнейшего рассмотрения некоторых из них уже по результатам первого этапа. Отсюда видно, насколько важна роль этого этапа, на котором выполняется экспертная оценка, базирующаяся на комплексном обследовании предприятия на основании сведений по всем необходимым производственным аспектам его деятельности. Методическими указаниями регламентируется организация проведения обследования, в частности численность и состав экспертной группы, ее права и обязанности, подчиненность и обеспеченность информацией, определяется, как и на основании каких исходных данных выполняется расчет технико- и социально-экономической эффективности использования предварительно выбранных СТО в судоремонтном производстве.
Особенность этих указаний - ограниченное количество используемых показателей эффективности при одновременном наличии в них комплексного подхода к решению задачи, всесторонне учитывающего производственные условия предприятий, конструктивно-технологические особенности изделий, а также особенности технологических процессов и операций, характерных для судоремонта. Важно, что документ позволяет тщательно учесть социально-экономический эффект внедрения СТО, провести анализ целесообразности внедрения поэтапно вплоть до разработки технических требований на необходимые, экономически целесообразные, но не выпускаемые промышленностью СТО. В этом документе приводятся методика сбора данных для экспертной оценки, форма их представления, перечень источников, порядок проведения и форма представления результатов экспертной оценки, на основании которых должна устанавливаться очередность роботизации элементов технологического процесса на конкретных рабочих местах; определяются порядок и критерии выбора средств роботизации для выполнения этих элементов; излагаются содержание и порядок разработки технических требований на необходимые средства робототехники, не выпускаемые промышленностью; регламентируются содержание и последовательность проведения расчета экономической эффективности внедрения средств роботизации, а также порядок сбора необходимых исходных данных и формы представления результатов указанных работ; дается примерный состав предложений по использованию робототехники, которые должны разрабатываться по результатам обследования производства.
Опытная проверка методических указаний была осуществлена на нескольких судоремонтных предприятиях, отличающихся масштабами производства и типами ремонтируемых судов. В результате было установлено, что в судоремонте отрасли вполне реальны комплексно-механизированные и автоматизированные производства. Внедрение высокомеханизированных и автоматизированных СТО целесообразно, например, для дефектации отдельных изношенных элементов судна, и в том числе его корпуса, вырезки заменяемых участков его наружной обшивки, очистки замкнутых отсеков, подварки корродированных сварных швов, очистки и окраски наружной поверхности корпуса судна, ремонта (включая предремонтную дефектацию) якорных цепей, изготовления деталей и узлов трубопроводов судовых систем. В ходе исследований выяснилось, что весьма перспективна разработка механизированных комплексов, конструкция которых обеспечивает создание в локальных зонах ремонтных работ условий, близких к цеховым. Это позволяет использовать высокоэффективные технологические процессы и СТО, а в совокупности - повысить не только качество и производительность труда судоремонтников, но и его привлекательность.
Особо следует подчеркнуть, что применение таких комплексов снизит потери рабочего времени из-за неблагоприятных гидрометеорологических условий. Насколько значительными могут быть такие потери, показали исследования влияния метеорологических условий на эффективность корпусоремонтных работ в доках.
На кафедре технологии судостроения и судоремонта разработаны два механизированных комплекса для ремонта: бортовых перекрытий, а также деревянных и металлических настилов палуб.
Основная предпосылка (которая учитывалась при разработке комплексов) - обеспечить благоприятные условия для проведения корпусоремонтных работ проще в относительно малых объемах, чем в ранее предлагавшихся крупногабаритных камерах, изолирующих большие участки корпуса судна, и тем более, по сравнению с известными попытками закрытия доков, создания тепловоздушных завес и т. д.
Комплекс для ремонта бортовых перекрытий состоит из двух независимых модуль-камер, подаваемых в рабочую зону средством перемещения, включающим транспортное устройство и подъемник в виде пантографа для перемещения камер соответственно в горизонтальной и вертикальной плоскостях. Один из модулей предназначен для механизированного выполнения работ по очистке и окраске бортовых перекрытий, а другой - для всех остальных работ по их ремонту.
При разработке модуль-камеры для очистки и окраски бортовых перекрытий были учтены два обстоятельства: в последние годы наметилось внедрение в судоремонт самополирующихся и износостойких красок для подводной части судна; а в сложившейся практике между очисткой и окраской имеются, как правило, разрывы во времени, которые при установившейся погоде могут существенно снизить качество окраски, а в случае ее перемены привести даже к приостановке окрасочных работ. В разработанном варианте комплекса очистка и окраска поверхности бортовых перекрытий выполняются в едином последовательном технологическом цикле - предварительная очистка и сушка - окончательная очистка - грунтовка (окраска) поверхности. Реализация этого достигается за счет того, что модуль-камера состоит из трех блоков: предварительной очистки корпуса; нагрева очищаемой поверхности и ее очистки до "белого" металла; грунтовки (окраски).
Транспортное устройство, обеспечивающее обработку борта судна по всей его длине, базируется на стапель-палубе дока и представляет собой ходовую раму, перемещающуюся вдоль корпуса судна по рельсам, один из которых расположен у башни дока, а другой в районе крайней бортовой опорной клетки.
Комплекс для ремонта деревянных и стальных настилов палуб состоит из двух основных частей - шатрового закрытия, обеспечивающего локализацию ремонтируемого района палубы от взаимодействия внешней среды, и комплекта механизированных СТО для выполнения всех технологических операций. Разработано несколько вариантов закрытий и СТО. Общими конструктивными особенностями закрытий независимо от их варианта являются: мобильность, легкость монтажа и демонтажа, универсальность, обеспечение доступа в рабочую зону при выполнении крановых операций. Эти закрытия перекрывают палубу от борта до борта, опираясь на фальшборта, на которых закрепляются звенноповоротные балки с направляющими. По направляющим перемещаются опорные элементы закрытий и тележка полупортала, второй конец которого движется по рельсу, смонтированному на временных опорах, установленных непосредственно на палубу судна вдоль его диаметральной плоскости. Полупортал несет на себе тележку с кассетами, в которых постоянно находится комплект СТО (инструмента и специальных приспособлений), необходимый для ремонта деревянных и стальных настилов палуб. Балансирная подвеска инструмента и приспособлений к тележке полупортала в сочетании с ним обеспечивают минимальные затраты энергии исполнителями работ, связанными с подачей СТО в рабочую зону и их использованием. Для выполнения ремонтных работ в районах палуб, недоступных полупорталу, разработана специальная тележка, выполняющая роль последнего. Аналогично комплексу для ремонта бортовых перекрытий, рассматриваемый комплекс оборудован всеми устройствами для создания в нем микроклимата и условий для выполнения ремонтных работ.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://ribovodstvo.com/ 'Рыбоводство'